- 65 rue pasteur - 28630 Sours
- +33(0)2 37 25 94 94
- contact@biezanek-noyautage.fr
Le moulage croning
Vous êtes ici
: Accueil
\ Le moulage croning
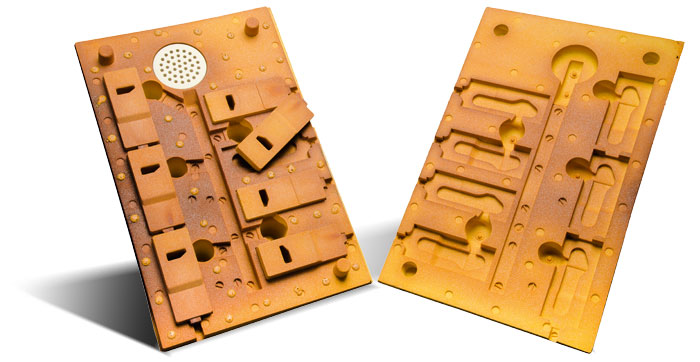
Le moulage en carapaces ou « shell moulding »
- Le moulage croning se réalise sur des plaques modèle chauffées et la “coquille” (masque ou carapace) du moule varie de 5 à 15 mm d’épaisseur suivant la méthode de présentation des moules à la coulée, et les demi-moules sont assemblés à chaud après remmoulage des éventuels noyaux.Les moules minces sont coulés debout, tenus par du sable, gravier ou grenaille dans des bacs ad hoc, et les moules épais sont généralement coulés à plat sur un lit de sable.
- Une variante consiste à tirer les carapaces dans une boite à noyaux, en les nervurant à l’arrière, pour une coulée en presse.
- Les moules “Croning” ont en général un format de 400×300 à 600×400 mm et permettent de couler des pièces jusqu’à 40 Kgs environ, mais il est possible, sous certaines conditions, de couler des pièces de plus de 100 Kgs dans des masques de 800mm² avec ce procédé.
Le moulage « par bloc de noyaux »
- Le moulage croning peut aussi se réaliser par “blocs de noyaux” ou faux masques (selon la complexité de la pièce), remmoulés dans un chantier ordinaire, avec quelques restrictions au niveau des dégagements gazeux et de la mise au mille.
- Cette manière de faire permet d’obtenir les qualités pièces du moulage croning sans avoir la capacité de mettre en oeuvre des masques, et est applicable sur de grandes séries, en Disamatic par exemple,comme pour des séries très limitées sur des pièces demandant une précision importante.
- On pourra en outre réaliser des noyaux “extérieurs” reprenant tout ou partie d’une pièce afin de bénéficier localement du moulage “Croning”, ces noyaux de paroi se remmoulant habituellement dans un moulage au sable ou en coquille.
Footer Sidebar 2
Actualité
Biezanek noyautage participera au midest 2017 à Paris-Nord Villepinte du 3 au 5 octobre

